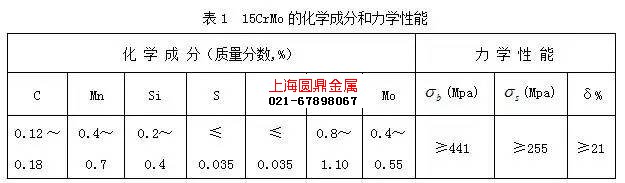
15crmo消磁焊接
發(fā)布時(shí)間:2020/02/15 點(diǎn)擊量:


(6)焊接
> Inconel686 ?? ? 2024-05-20
> HastelloyC22 ?? ? 2024-05-20
> HastelloyC4/哈氏合金 ?? ? 2024-05-20
> HastelloyC276/哈氏合金 ?? ? 2024-05-20
> HastelloyC加工與焊接 ?? ? 2024-05-20
> HastelloyB3 ?? ? 2024-05-17
> MonelK500機(jī)械強(qiáng)度對(duì)比Mo ?? ? 2024-05-17


